
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese





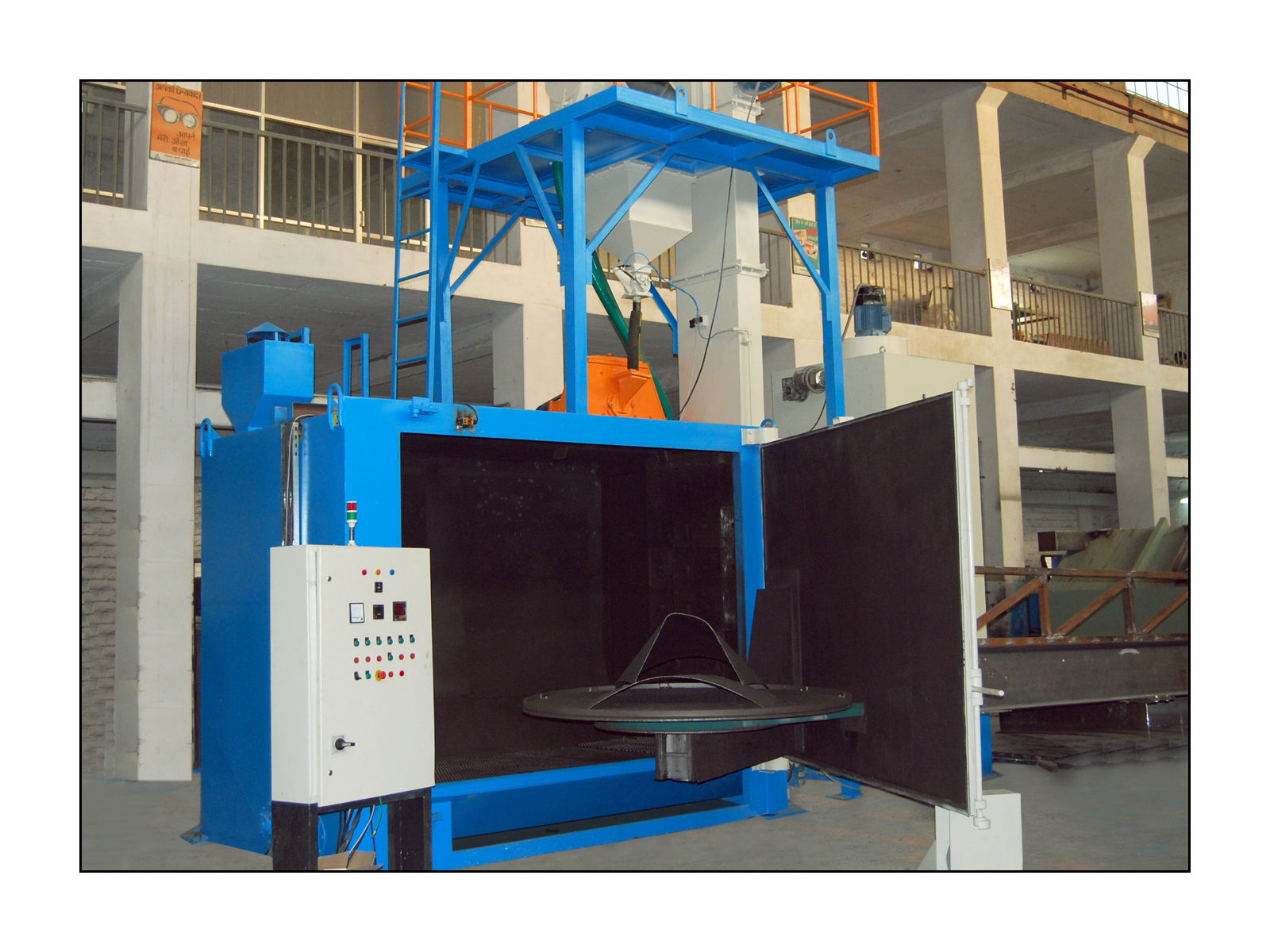




Swing Table Type Airless Shot Blasting Machine Ast-1800
1700000 INR/Unit
Product Details:
X
Swing Table Type Airless Shot Blasting Machine Ast-1800 Price And Quantity
- 1 Unit
- 1700000 INR/Unit
Swing Table Type Airless Shot Blasting Machine Ast-1800 Trade Information
- 10 Unit Per Year
- 4 Week
- Middle East Asia
- All India
Product Description
In Blast Cleaning Technology , Table Type Machine is robust type the Top & Side Surface can be cleaned within a short Span of time by keeping the job on the Table and closing the Door.
Machine to be made from 6-8 mm thick MS plate all sides, hopper below blast chamber and top.
02 Nos Blast wheel 1519, bi-directional 20.0 HP & 25 HP, 2250 RPM Belt Driven type Wheel.
Blast wheel balancing : Balancing weights will be provided on outside faces of the blast wheel and not in the shot passage. Balance by grinding weight from outside faces of the blast wheel instead of adding weight.
02 Nos Door will be provided with Swing Table and Drive Arrangement (Cantilever supported by standing fabricated boom).
Manganese steel lining to be provided in the blast chamber.
All liners inside the blast chamber - on the top and sides to be replaceable (bolted).
10 mm thickness Mn liners to be used inside complete cabinet, also to be lined on Door with 10 mm thick MN plate. 12 mm thick Mn Steel (Casted) Liner on Table Top will be provided.
Double Door Swing Table Shot Blasting Machine (Work Load Capacity 2500 kgs.).
02 Nos of Blast Wheel Assy. Fitted on top & side of cabinet.
The Hopper will be covered with Mn Steel Perforated sheet having thickness 16 mm.
Soundabrator valve to muffle noise will be provided.
Machine will be supplied with Media Separation System.
All motors to be used of ABB/Bharat Bijli Makes only 415V/3Ph/50Hz .
All Bearings to be used of NBC/SKF/KKK/FK make.
Pneumatics will be provided of Janatics/Rotex/Airmax.
All electrical connections and wiring of the Panels will be properly crimped, routed, cased and will not be left loose.
All shafts, keyways, keys, bearings, fasteners to be metric size only.
Machine will be provided with one point pneumatic supply (Compressed Dry Air in buyer's scope). All pneumatic piping from point of supply to wherever air is required (Sound Abrator valve, shot adding device cylinder) will be AEPL scope. FRL unit to be supplied. Air supply to the dust collector shall be 1 pipe and separate from the machine.
Abrasive Separator and Elevator Assembly
Elevator head section to be made from 5 mm thick MS Sheet
Elevator boot section to be made from 5 mm thick MS Sheet
Elevator intermediate section to be made from 10 SWG sheet metal.
Abrasive separator section to be made from min 10 SWG sheet metal.
Shot hopper below abrasive separator unit to be made out of 10 SWG or reinforced in
areas prone to wear by continuously falling shots if not made out of 10 SWG.
Removable tray to be provided in the separator at the point where buckets discharge shots into the separator for periodic clining.
Using dome nuts with spike bolt for mounting of buckets on the elevator conveyor.
Product Details:
| Blast Wheel | 1 |
| Wheel Size | 1519 |
| Total Power required (HP) | 36 |
| Shot Flow Rate (Ton/Wheel/Hour) | 15 |
| Power of Blast Wheel (HP) | 25 |
| Loading Height (mm) | 950 |
| | |
| Dust Collector Capacity (CFM) | 6000 |
| Diameter of Swing Table | 1800 mm |
Enter Buying Requirement Details
Other Products in 'Swing Table Shot Blasting Machine' category




Feel Free to
Contact Us- Manufacturing Unit-I : G-192-A, M.I.A., Basni, Phase-II, Road No. 04,Jodhpur - 342005, Rajasthan, India
- Phone : 08045812837
ABRABLAST EQUIPMENT PVT. LTD.
GST : 08AANCA2274Q1Z0
GST : 08AANCA2274Q1Z0
- Mr Pankaj Singh Rathore (Director)
- Mobile : 08045812837
- info@abrablast.co.in
- Head Office: Plot No. 59, Adinath Nagar, Pal Road, Jodhpur-342008
Contact Person : Mr. Prem Singh Rathore (M.D.)
Mobile: +91-8387007007
Contact Person : Pankaj Singh Rathore (Director)
Mobile: +91-9782222204, +91-9782222201
Telephone : +91-291-2944474
Branches At : Ncr | Kolkata | Jaipur | Chennai | Bangalore | Hyderabad | Gujarat | Pune
Mob. No : 08561876826, 09799909060, 08387007007, 0291-2745454

|
 Call Me Free
Call Me FreeABRABLAST EQUIPMENT PVT. LTD.
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
